参考中国报告网发布《2017-2022年中国客车行业市场发展现状及十三五投资价值分析报告》
引言
轨道交通客车车体早期国外有使用木材等制作,目前应用已经很少。国内早期轨道交通车体采用碳钢,现在绝大部分新造车体为不锈钢和铝合金制作,中国轨道交通客车不锈钢和铝合金车体(以下简称“不锈钢车体”和“铝合金车体”)技术都来源于国外,铝合金车体在国内出现较早,而不锈钢车体应用于城市轨道交通从2003年才开始,距今仅十余年的时间,在国内属于新兴的轨道车辆。
1 世界不锈钢车的发展历程
1.1 城市轨道不锈钢车辆的发展概况及日本轻量化不锈钢车体的开发过程
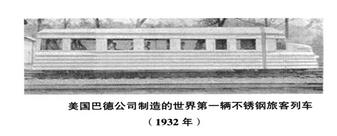
世界上最早的不锈钢客运列车车辆是由美国巴德公司(Budd Company,现属于德国蒂森克虏伯集团,ThyssenKrupp Budd)于1932年生产的,但不锈钢列车得到完善的发展并得到广泛使用却是在日本。
 日本两大不锈钢车体制造技术领军型公司分别为日本东急车辆制造株式会社(Tokyu Car Corporation,现属于东日本铁路公司)和日本川崎重工业株式会社(Kawasaki Heavy Industries,Ltd.)。日本最早的不锈钢电车是在1958年11月由东急车辆公司横滨工厂制造,其车体骨架与以前碳钢车一样采用碳钢骨架,只有外面板使用SUS304不锈钢,属于半不锈钢车辆。
日本两大不锈钢车体制造技术领军型公司分别为日本东急车辆制造株式会社(Tokyu Car Corporation,现属于东日本铁路公司)和日本川崎重工业株式会社(Kawasaki Heavy Industries,Ltd.)。日本最早的不锈钢电车是在1958年11月由东急车辆公司横滨工厂制造,其车体骨架与以前碳钢车一样采用碳钢骨架,只有外面板使用SUS304不锈钢,属于半不锈钢车辆。
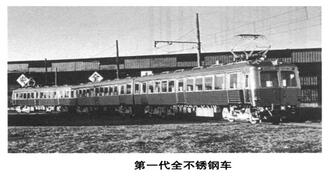 为了车辆的轻量化与免维修,日本对车辆结构使用不锈钢问题进行了研究分析。1959年12月,东急车辆公司与美国巴德公司签署技术合作协议,在其授权下制造不锈钢车体。在当时,日本没有合适的结构用不锈钢材,美国也是采用巴德公司独自研究开发作为铁道车辆用的不锈钢(SUS301、302、201、202);东急车辆公司与日本不锈钢厂家协作,进行了高抗拉强度不锈钢SUS301系的开发、试制及其材料加工技术的研究。与此同时,研究了以点焊方法进行不锈钢结构制造,于1962年完成了当今称为全不锈钢车的首辆车。这种全不锈钢车辆,与迄今为止的碳钢钢制车辆比较,质量轻2t,车体结构几乎不需要补修。
为了车辆的轻量化与免维修,日本对车辆结构使用不锈钢问题进行了研究分析。1959年12月,东急车辆公司与美国巴德公司签署技术合作协议,在其授权下制造不锈钢车体。在当时,日本没有合适的结构用不锈钢材,美国也是采用巴德公司独自研究开发作为铁道车辆用的不锈钢(SUS301、302、201、202);东急车辆公司与日本不锈钢厂家协作,进行了高抗拉强度不锈钢SUS301系的开发、试制及其材料加工技术的研究。与此同时,研究了以点焊方法进行不锈钢结构制造,于1962年完成了当今称为全不锈钢车的首辆车。这种全不锈钢车辆,与迄今为止的碳钢钢制车辆比较,质量轻2t,车体结构几乎不需要补修。
1973年,由于受到石油危机的影响,日本在铁道车辆领域也强烈呼吁制造节能车辆,对于不锈钢车辆要求进一步轻量化。东急车辆公司于1976年成立了轻型不锈钢车辆开发设计组,将下列3点定为开发目标:1)车体结构质量与铝合金车相当;2)价格和普通碳钢车一样;3)与原有不锈钢车辆具有同等以上的强度和刚度。
到1977年11月,终于试制出达到目标要求的车体结构,该车车体结构质量为6t,实现了比普通碳钢车轻4t、比原有不锈钢车轻2t的目标,成为首批不锈钢节能车。1980年末,制造了正式的轻型不锈钢车辆,车体结构设计则采用新型骨架或接头,并将原有波纹外板改成由加长刚性肋(压筋)加工的平外板[2-4]
1990年,JR东日本为改善东京周围的通勤运输,计划开发新一代通勤电动车。东急车辆制造公司不沿袭旧有方式,在工厂设备、制造工艺等方面进行了技术革新。于1993年生产了新一代通勤电动车209系(车体仅重5.3t),后来又发展了E217系、E213系,即第三代轻型不锈钢电车。
综上所述,日本轻量化不锈钢车辆的开发过程可分为三个阶段:
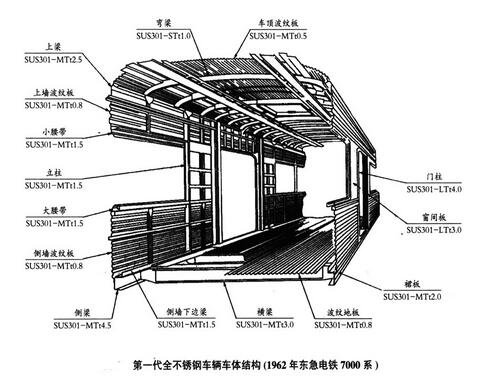
第一代是以美国巴德公司的技术为基础开发的、以东急电铁7000系(1962年)为代表的、外板为波纹板的不锈钢车辆系列。
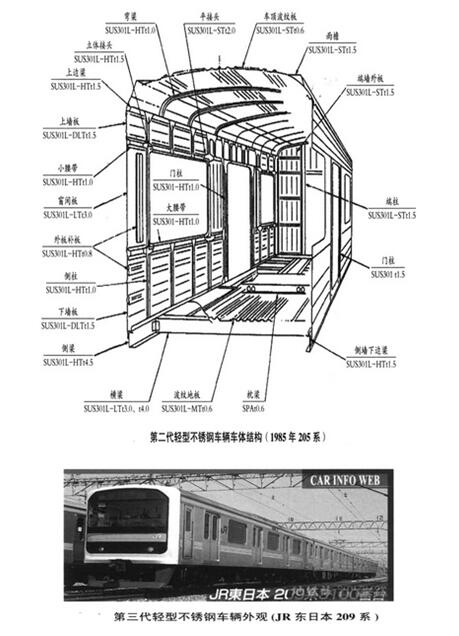
第二代是东急车辆技术独自开发的、首次正规的不锈钢车辆,以东急电铁8090系(1980年)为代表的轻型不锈钢车辆,其外板带补强压筋。
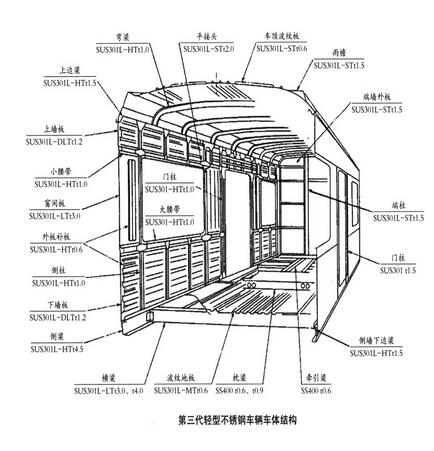
第三代不锈钢车辆以JR东日本209系(1993年)为代表(见图6),车体结构制造采用自动化,完全平外板。
纵观日本不锈钢车的发展演变史,就是不锈钢材料为满足下游行业用户需求不断发展和创新的历史,从下游行业在进行科研试制新车型的前期,日本不锈钢企业就开始涉足其中,参与车体的科研工作,在材料性能和焊接方式上与下游行业形成紧密的合作联盟关系,下游行业的动向为不锈钢行业指明了创新的方向。
1.2 轻型不锈钢车辆用不锈钢的特征
城轨车辆车体结构使用的不锈钢,从耐腐蚀性、加工性、机械强度等方面考虑,采用了奥氏体系的SUS301L不锈钢,用于车体结构和面板。其含碳量控制在0.03%以下可有效防止焊接时碳化铬析出而产生的晶界腐蚀裂纹和焊接缺陷,增加氮含量,通过固溶强化来弥补由于碳含量降低导致的强度下降。SUS301L是靠成分调整γ稳定度和通过冷轧调质加工后诱发马氏体量来获得各种强度水平,而且冷弯加工性好。抗拉强度为LT、DLT、ST、MT、HT这5个等级,按照车体结构所需强度分别使用。
 2 轨道客车车体材料的变迁及不锈钢与替代材料的竞争
2 轨道客车车体材料的变迁及不锈钢与替代材料的竞争
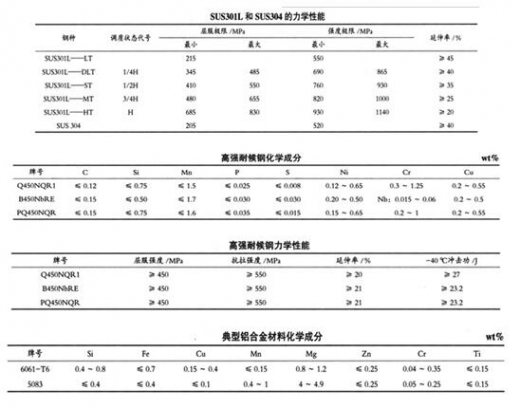
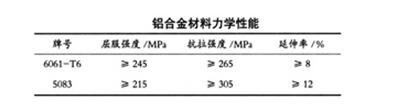
轨道客车车体材料最初是采用木材,但为了提高列车的防火及防撞的安全性能,逐渐采用钢铁材料,如果碳钢钢材长期使用则由于腐蚀而必须采用有腐蚀余量的厚钢板,近年来以车辆轻量化和节能减排为目的而采用具有耐蚀性的不锈钢和铝合金材料制造的轨道客车逐渐增加,取代以前的碳钢车辆。目前典型的车辆车体材料为碳钢(包括耐候钢)、不锈钢材和铝合金材料,几种常见的碳钢和铝合金性能见图表。
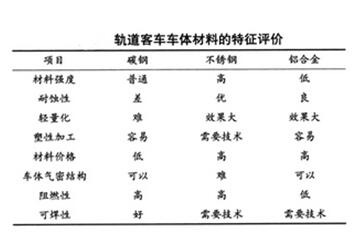
 综合以上图表,可以分析得出如下表所示各种材料的特征综合评价。
综合以上图表,可以分析得出如下表所示各种材料的特征综合评价。
 由此可见,目前地铁车辆结构所使用的不锈钢和铝合金材料,挤占了传统的碳钢和耐候钢材料市场。
由此可见,目前地铁车辆结构所使用的不锈钢和铝合金材料,挤占了传统的碳钢和耐候钢材料市场。
3 中国轻型不锈钢轨道客车的现状和趋势
3.1 中国城市轨道交通的发展阶段
中国城市轨道交通的发展经历了三个阶段。
第一阶段为开始建设阶段(从20世纪80年代末至20世纪90年代中期),我国真正以交通为目的的地铁项目开始建设。
第二阶段为调整整顿阶段(995-1998年),由于出现地铁建设的盲目性,且工程造价高,大量引进设备等问题,1995年国务院办公厅60号文件通知,除上海地铁二号线外,所有地铁项目一律暂停审批。
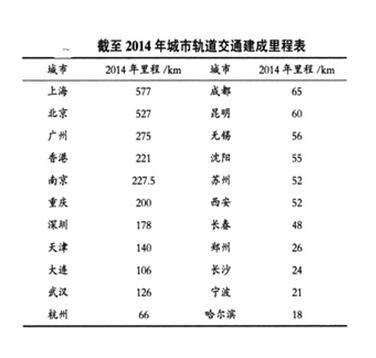
第三阶段为蓬勃发展阶段(1999年以后)。一是随着国家积极财政政策的实施,国家从建设资金上给予有力支持,二是通过技术引进,国际先进制造企业同国内企业合作,实现了城市轨道交通车辆、设备本地化,使城市轨道交通建设造价大大降低。在2010年,总计投资5 000多亿元,在国内建成总长1 500 km的城轨交通线路,城轨车辆的需求量达6 000~8 000辆。截至2014年年底,中国有38个城市批准建设地铁项目,我国已建成城市轨道交通线近3 000 km(未计算港澳台),从2015年起到2020年预计将要投入约2.5万亿元在城市地铁项目建设中,地铁建设也继续狂飙猛进。
 在目前开通和即将开通轨道交通的城市中,实际使用不锈钢地铁车的城市为天津、北京、沈阳、成都、深圳、西安和香港,其他均为铝合金车。除此以外,国内轨道车辆厂纷纷中标国外不锈钢车辆项目,如长春客车厂中标巴西地铁、南京浦镇厂中标印度孟买地铁、株洲车辆厂中标土耳其地铁等,向国外出口轨道交通车辆,我国城市轨道交通建设将迎来全盛发展时期,不锈钢车体发展前景广阔。
在目前开通和即将开通轨道交通的城市中,实际使用不锈钢地铁车的城市为天津、北京、沈阳、成都、深圳、西安和香港,其他均为铝合金车。除此以外,国内轨道车辆厂纷纷中标国外不锈钢车辆项目,如长春客车厂中标巴西地铁、南京浦镇厂中标印度孟买地铁、株洲车辆厂中标土耳其地铁等,向国外出口轨道交通车辆,我国城市轨道交通建设将迎来全盛发展时期,不锈钢车体发展前景广阔。
3.2 中国轻型不锈钢轨道客车制造的阵营
全国范围内城市轨道交通车辆制造企业主要有七家,分别为:长春轨道客车股份有限公司(以下简称:长客)、青岛四方机车车辆厂(以下简称:四方)、南京浦镇车辆厂(以下简称:浦镇)、湖南株洲电力机车厂(以下简称:株洲)、大连机车车辆有限公司(以下简称:大连)、北京市地铁运营有限公司车辆厂和长客上海阿尔斯通轨道。其中长客以不锈钢车见长,而浦镇以铝合金车见长。
中国南北车集团合并后,生产地铁的厂家均在近年来建设了不锈钢生产线。代表中国不锈钢车体制造水平的两家领军型企业分别是长春轨道客车股份有限公司和青岛四方机车车辆股份有限公司。
3.3 中国不锈钢车体的发展概况
1987年,长春客车厂利用太钢生产的0Cr18Ni9(类304)不锈钢采用电弧焊工艺生产了两辆RW22型软卧车,这是我国最早的不锈钢车。
从1995年长客开始进入全不锈钢车体的研制摸索阶段,1994年2月12日,长春客车厂与韩国韩进重工业公司以技术合作的方式联合投标与铁道部签定了生产30辆衡广铁路复线运用的时速200km不锈钢客车的合同。按合同分工,韩进公司负责30辆不锈钢车的设计,并组装27辆车,长春客车厂负责组装三辆车,车体由韩国制造,材料选用韩国BNG冷轧厂生产的SUS301L不锈钢。经过六七年的实际运营考核,证明该不锈钢车比碳钢车具有重量轻、耐腐蚀等明显的优势。对于速度在200km/h以上的车辆,适合用铝合金车体;但对于100~160km/h的客车,则适合用不锈钢车体。尤其对于地铁客车、城市轨道客车更适合用不锈钢车体;对于海洋性气候(空气潮湿)、高原地区,耐腐蚀性的不锈钢车体更具有优势。
长春客车厂在2000年开始对不锈钢车体进行第二阶段的研制:对日本的SUS301L系列不锈钢和点焊结构进行更透彻地消化、吸收;先后对日本、韩国的不锈钢车进行剖析,聘请日本专家进行全程指导、讲课;在2002年初,长客厂吸收日本东急车辆不锈钢车体技术制造出了全新的点焊结构轻量化不锈钢车体(即日本第三代轻型不锈钢车体)。在此基础上,又生产出四辆北京城铁不锈钢车辆(北京地铁13号线H402编组),从而使不锈钢车辆的研制从试验进入到商业运营阶段。该车的成功标志着中国已经掌握了第三代轻型不锈钢车体的设计和制造技术,达到日本1990年初的技术水平[4]。
 2002年长客厂建成中国第一条不锈钢地铁车生产线后,青岛四方也建成不锈钢生产线开始生产不锈钢地铁车。在中车集团成立前的北车和南车各自的领军企业长客和四方的帮助下,大连机车厂、南京浦镇厂和湖南株洲厂也纷纷建立起自己的不锈钢地铁车生产线[5-7]。
2002年长客厂建成中国第一条不锈钢地铁车生产线后,青岛四方也建成不锈钢生产线开始生产不锈钢地铁车。在中车集团成立前的北车和南车各自的领军企业长客和四方的帮助下,大连机车厂、南京浦镇厂和湖南株洲厂也纷纷建立起自己的不锈钢地铁车生产线[5-7]。
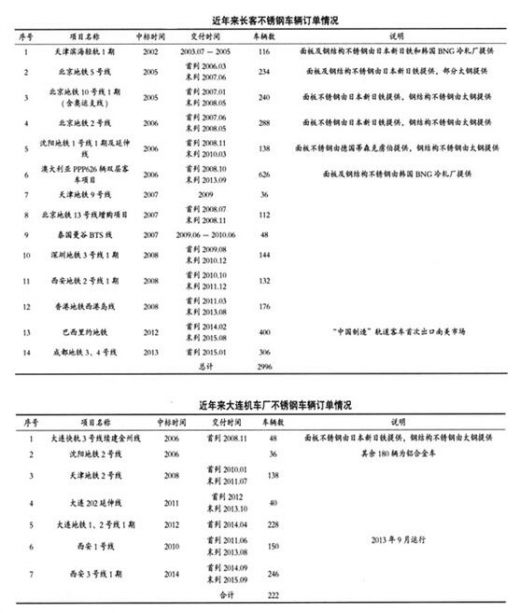
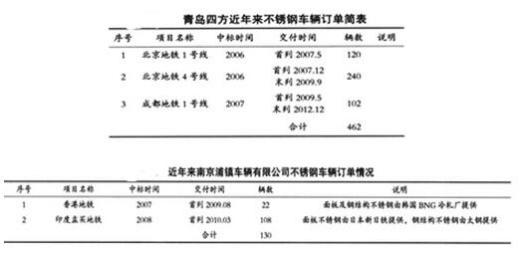
3.4 中车集团各企业的特点及轻型不锈钢轨道客车的订单(订单决定不锈钢厂商的供应量)
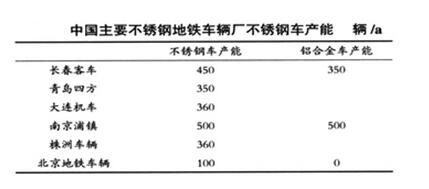
轨道交通客车用不锈钢行业是典型的订单决定性生产特点,车辆厂订单的多寡决定上游不锈钢原料生产厂的生产。
原南北车集团从北京奥运会准备召开后,各自加快了不锈钢车的制造步伐,从订单情况表可以看出,长客在近年来进展神速,订单持续不断,生产饱满,尽管全球范围遭遇经济危机,但丝毫不影响轨道交通行业的发展,在国家投资的带动下,解决“行”的地铁行业在投资的拉动下前途光明。
1)长春轨道客车股份有限公司。
优势:进入不锈钢轨道客车行业最早,技术积累时间最长,技术实力雄厚,生产的不锈钢车最多,配套产业链已形成,具有先发优势。
2)大连机车厂。
优势:中国电力机车行业老牌企业,电力机车技术积累时间长,利用长客配套产业链,生产设备可靠性高。
3)中国南车四方车辆股份有限公司(青岛)。
优势:设备新,设计研发人员年轻,半不锈钢车和全不锈钢车摸索时间较长,建立了完整不锈钢生产线。
 4 不锈钢材料供应商竞争环境分析
4 不锈钢材料供应商竞争环境分析
4.1 生产难度大,市场容量有限导致在不锈钢生产巨头中产生竞争
中国不锈钢轨道车辆行业每年所需301L不锈钢为2万t左右,由于其对生产技术要求极高,国际上也仅有日本新日铁住金不锈钢公司、法国阿赛洛公司、美国AK钢公司、韩国现代制铁下属BNG冷轧厂以及中国的太钢、宝钢这六家公司生产。一方面是由于生产难度大,另一方面由于市场容量有限,在下游行业订单没有大幅增加的情况下,六家不锈钢生产企业都只能在争取有限的订单。
4.2 高额利润使得不断有不锈钢生产的后来者参与市场份额的瓜分和搅局
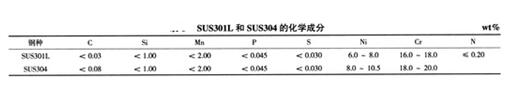
从表1中可以看出,301L不锈钢的合金成本相比普通304来说,合金成本更低,然而301L无论在什么时期,其产品售价均达到304的三倍左右,主要是生产技术要求高,能提供的差不多都是技术水平高,产品性能稳定的企业,并且这些企业都能够获得稳定的订单。其中不少不锈钢车辆制造企业与不锈钢冷轧厂建立了紧密的战略联盟关系,有的车辆企业和不锈钢冷轧厂甚至同属于一家公司旗下(如韩国韩进重工业车辆业务和韩国BNG冷轧厂同属于现代起亚汽车集团)。
5 不锈钢轨道客车未来发展趋势对不锈钢材料的要求
5.1 全不锈钢车体开始使用除SUS301L以外的其他不锈钢牌号作为替代品
自从1978年日本开发出SUS301L后,世界各国的不锈钢车辆生产商不约而同地采用该钢种作为不锈钢车体结构专用钢种,近30年来很少有所改变。但由于近年来随着镍价的大幅波动,造成含镍较高的SUS301L价格也剧烈波动,使得不锈钢车辆制造企业也开始研发制造非SUS301L不锈钢车,如采用DIN 1.4003和AISI201等材料,并使用2205双相不锈钢制作车体的底架,打破了SUS301L统治不锈钢车辆材料的单一局面,但与此对应的是不同的不锈钢材料在同一车体上的运用,会增加车体解体时不锈钢回收的分拣困难。
5.2 车体轻量化的持续发展推动激光焊接第四代不锈钢双壳车体诞生
中国最近使用的不锈钢车辆是由第二代向第三代的过渡型,新型车辆是平外板化的,数量在不断增加,且其耐蚀性优良,并可发挥点焊优点,在多品种、小批量生产中逐渐标准化,并正努力向机械化和机器人化的工业产品化方向发展。
日本不锈钢车辆以工业产品化为目标,努力减少制造工时的不锈钢双层板车体结构的开发工作在JR东日本、新日本制铁、东急车辆等公司中进行。以往的车体结构是将骨架和外板点焊组装,而新开发车体方法则是在两块不锈钢板之间嵌装加强材料以组合成双层板车体结构,同以往的方式相比,双层板的零件数量减少、制造工时减少。图7为不锈钢双层板制造的车体结构,日本第四代不锈钢车体已经实现和铝合金车体同样重量的目标[1]。
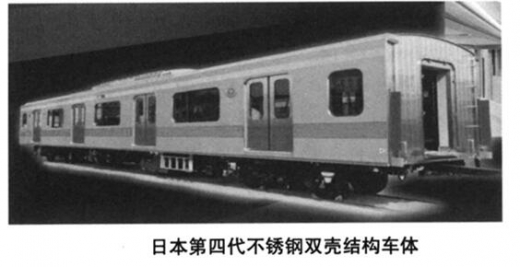 采用激光焊接的第四代不锈钢车结构简化,零件减少,从而材料冷弯成型、焊接工艺革新,对原材料要求更加严格(平直度、强度、厚度公差)。
采用激光焊接的第四代不锈钢车结构简化,零件减少,从而材料冷弯成型、焊接工艺革新,对原材料要求更加严格(平直度、强度、厚度公差)。
焊接工艺的飞速发展,使得传统用于铝合金的焊接新工艺(FSW和LAFSW)也在不锈钢焊接上得到突破,将导致不锈钢使用技术的重大变革。2005年日本东急车辆制造公司与日本大阪大学藤井英俊副教授研究小组成功进行了厚度1.5mm级别不锈钢薄板的摩擦搅拌焊接(FSW),焊缝强度超过母材的强度,突破了以往不锈钢的FSW焊接只能在板材厚度为5~6mm中进行的局限。2007年2月,东急车辆制造公司再次与日本大阪大学野城清教授联合开发出不锈钢薄板FSW焊接速度1m/min的世界纪录,是原来速度的2.4倍,焊缝焊接强度达到母材的1.3倍,使得不锈钢薄板的FSW焊接技术接近商品化阶段。
6 结语
近20多年来,中国的轨道交通发展呈现出爆发式的增长,不锈钢车和铝合金车迅速成为轨道交通车辆的主流,而轨道交通车辆专用不锈钢SUS301L顺势得到应用,但面临着其他材料特别是铝合金的竞争,以及不锈钢下游加工、焊接工艺的挑战,轻量化不锈钢车体在中国经历了一个“从无到有,由弱变强”的发展过程,已经在北京、沈阳、西安、成都等地广泛应用于地铁线路运营,并出口到香港、泰国、印度、巴西等国,从而带动了国内不锈钢厂商研发不锈钢车辆用结构材和面板。在科学技术的巨大推动下,不锈钢行业将伴随着中国轨道交通的大发展,有着广阔的应用前景。
引言
轨道交通客车车体早期国外有使用木材等制作,目前应用已经很少。国内早期轨道交通车体采用碳钢,现在绝大部分新造车体为不锈钢和铝合金制作,中国轨道交通客车不锈钢和铝合金车体(以下简称“不锈钢车体”和“铝合金车体”)技术都来源于国外,铝合金车体在国内出现较早,而不锈钢车体应用于城市轨道交通从2003年才开始,距今仅十余年的时间,在国内属于新兴的轨道车辆。
1 世界不锈钢车的发展历程
1.1 城市轨道不锈钢车辆的发展概况及日本轻量化不锈钢车体的开发过程
世界上最早的不锈钢客运列车车辆是由美国巴德公司(Budd Company,现属于德国蒂森克虏伯集团,ThyssenKrupp Budd)于1932年生产的,但不锈钢列车得到完善的发展并得到广泛使用却是在日本。


1973年,由于受到石油危机的影响,日本在铁道车辆领域也强烈呼吁制造节能车辆,对于不锈钢车辆要求进一步轻量化。东急车辆公司于1976年成立了轻型不锈钢车辆开发设计组,将下列3点定为开发目标:1)车体结构质量与铝合金车相当;2)价格和普通碳钢车一样;3)与原有不锈钢车辆具有同等以上的强度和刚度。

到1977年11月,终于试制出达到目标要求的车体结构,该车车体结构质量为6t,实现了比普通碳钢车轻4t、比原有不锈钢车轻2t的目标,成为首批不锈钢节能车。1980年末,制造了正式的轻型不锈钢车辆,车体结构设计则采用新型骨架或接头,并将原有波纹外板改成由加长刚性肋(压筋)加工的平外板[2-4]

1990年,JR东日本为改善东京周围的通勤运输,计划开发新一代通勤电动车。东急车辆制造公司不沿袭旧有方式,在工厂设备、制造工艺等方面进行了技术革新。于1993年生产了新一代通勤电动车209系(车体仅重5.3t),后来又发展了E217系、E213系,即第三代轻型不锈钢电车。
综上所述,日本轻量化不锈钢车辆的开发过程可分为三个阶段:
第一代是以美国巴德公司的技术为基础开发的、以东急电铁7000系(1962年)为代表的、外板为波纹板的不锈钢车辆系列。
第二代是东急车辆技术独自开发的、首次正规的不锈钢车辆,以东急电铁8090系(1980年)为代表的轻型不锈钢车辆,其外板带补强压筋。
第三代不锈钢车辆以JR东日本209系(1993年)为代表(见图6),车体结构制造采用自动化,完全平外板。
纵观日本不锈钢车的发展演变史,就是不锈钢材料为满足下游行业用户需求不断发展和创新的历史,从下游行业在进行科研试制新车型的前期,日本不锈钢企业就开始涉足其中,参与车体的科研工作,在材料性能和焊接方式上与下游行业形成紧密的合作联盟关系,下游行业的动向为不锈钢行业指明了创新的方向。

1.2 轻型不锈钢车辆用不锈钢的特征
城轨车辆车体结构使用的不锈钢,从耐腐蚀性、加工性、机械强度等方面考虑,采用了奥氏体系的SUS301L不锈钢,用于车体结构和面板。其含碳量控制在0.03%以下可有效防止焊接时碳化铬析出而产生的晶界腐蚀裂纹和焊接缺陷,增加氮含量,通过固溶强化来弥补由于碳含量降低导致的强度下降。SUS301L是靠成分调整γ稳定度和通过冷轧调质加工后诱发马氏体量来获得各种强度水平,而且冷弯加工性好。抗拉强度为LT、DLT、ST、MT、HT这5个等级,按照车体结构所需强度分别使用。

轨道客车车体材料最初是采用木材,但为了提高列车的防火及防撞的安全性能,逐渐采用钢铁材料,如果碳钢钢材长期使用则由于腐蚀而必须采用有腐蚀余量的厚钢板,近年来以车辆轻量化和节能减排为目的而采用具有耐蚀性的不锈钢和铝合金材料制造的轨道客车逐渐增加,取代以前的碳钢车辆。目前典型的车辆车体材料为碳钢(包括耐候钢)、不锈钢材和铝合金材料,几种常见的碳钢和铝合金性能见图表。



3 中国轻型不锈钢轨道客车的现状和趋势
3.1 中国城市轨道交通的发展阶段
中国城市轨道交通的发展经历了三个阶段。
第一阶段为开始建设阶段(从20世纪80年代末至20世纪90年代中期),我国真正以交通为目的的地铁项目开始建设。
第二阶段为调整整顿阶段(995-1998年),由于出现地铁建设的盲目性,且工程造价高,大量引进设备等问题,1995年国务院办公厅60号文件通知,除上海地铁二号线外,所有地铁项目一律暂停审批。
第三阶段为蓬勃发展阶段(1999年以后)。一是随着国家积极财政政策的实施,国家从建设资金上给予有力支持,二是通过技术引进,国际先进制造企业同国内企业合作,实现了城市轨道交通车辆、设备本地化,使城市轨道交通建设造价大大降低。在2010年,总计投资5 000多亿元,在国内建成总长1 500 km的城轨交通线路,城轨车辆的需求量达6 000~8 000辆。截至2014年年底,中国有38个城市批准建设地铁项目,我国已建成城市轨道交通线近3 000 km(未计算港澳台),从2015年起到2020年预计将要投入约2.5万亿元在城市地铁项目建设中,地铁建设也继续狂飙猛进。

3.2 中国轻型不锈钢轨道客车制造的阵营
全国范围内城市轨道交通车辆制造企业主要有七家,分别为:长春轨道客车股份有限公司(以下简称:长客)、青岛四方机车车辆厂(以下简称:四方)、南京浦镇车辆厂(以下简称:浦镇)、湖南株洲电力机车厂(以下简称:株洲)、大连机车车辆有限公司(以下简称:大连)、北京市地铁运营有限公司车辆厂和长客上海阿尔斯通轨道。其中长客以不锈钢车见长,而浦镇以铝合金车见长。

中国南北车集团合并后,生产地铁的厂家均在近年来建设了不锈钢生产线。代表中国不锈钢车体制造水平的两家领军型企业分别是长春轨道客车股份有限公司和青岛四方机车车辆股份有限公司。
3.3 中国不锈钢车体的发展概况
1987年,长春客车厂利用太钢生产的0Cr18Ni9(类304)不锈钢采用电弧焊工艺生产了两辆RW22型软卧车,这是我国最早的不锈钢车。
从1995年长客开始进入全不锈钢车体的研制摸索阶段,1994年2月12日,长春客车厂与韩国韩进重工业公司以技术合作的方式联合投标与铁道部签定了生产30辆衡广铁路复线运用的时速200km不锈钢客车的合同。按合同分工,韩进公司负责30辆不锈钢车的设计,并组装27辆车,长春客车厂负责组装三辆车,车体由韩国制造,材料选用韩国BNG冷轧厂生产的SUS301L不锈钢。经过六七年的实际运营考核,证明该不锈钢车比碳钢车具有重量轻、耐腐蚀等明显的优势。对于速度在200km/h以上的车辆,适合用铝合金车体;但对于100~160km/h的客车,则适合用不锈钢车体。尤其对于地铁客车、城市轨道客车更适合用不锈钢车体;对于海洋性气候(空气潮湿)、高原地区,耐腐蚀性的不锈钢车体更具有优势。
长春客车厂在2000年开始对不锈钢车体进行第二阶段的研制:对日本的SUS301L系列不锈钢和点焊结构进行更透彻地消化、吸收;先后对日本、韩国的不锈钢车进行剖析,聘请日本专家进行全程指导、讲课;在2002年初,长客厂吸收日本东急车辆不锈钢车体技术制造出了全新的点焊结构轻量化不锈钢车体(即日本第三代轻型不锈钢车体)。在此基础上,又生产出四辆北京城铁不锈钢车辆(北京地铁13号线H402编组),从而使不锈钢车辆的研制从试验进入到商业运营阶段。该车的成功标志着中国已经掌握了第三代轻型不锈钢车体的设计和制造技术,达到日本1990年初的技术水平[4]。

3.4 中车集团各企业的特点及轻型不锈钢轨道客车的订单(订单决定不锈钢厂商的供应量)
轨道交通客车用不锈钢行业是典型的订单决定性生产特点,车辆厂订单的多寡决定上游不锈钢原料生产厂的生产。
原南北车集团从北京奥运会准备召开后,各自加快了不锈钢车的制造步伐,从订单情况表可以看出,长客在近年来进展神速,订单持续不断,生产饱满,尽管全球范围遭遇经济危机,但丝毫不影响轨道交通行业的发展,在国家投资的带动下,解决“行”的地铁行业在投资的拉动下前途光明。
1)长春轨道客车股份有限公司。
优势:进入不锈钢轨道客车行业最早,技术积累时间最长,技术实力雄厚,生产的不锈钢车最多,配套产业链已形成,具有先发优势。
2)大连机车厂。
优势:中国电力机车行业老牌企业,电力机车技术积累时间长,利用长客配套产业链,生产设备可靠性高。
3)中国南车四方车辆股份有限公司(青岛)。
优势:设备新,设计研发人员年轻,半不锈钢车和全不锈钢车摸索时间较长,建立了完整不锈钢生产线。

4.1 生产难度大,市场容量有限导致在不锈钢生产巨头中产生竞争
中国不锈钢轨道车辆行业每年所需301L不锈钢为2万t左右,由于其对生产技术要求极高,国际上也仅有日本新日铁住金不锈钢公司、法国阿赛洛公司、美国AK钢公司、韩国现代制铁下属BNG冷轧厂以及中国的太钢、宝钢这六家公司生产。一方面是由于生产难度大,另一方面由于市场容量有限,在下游行业订单没有大幅增加的情况下,六家不锈钢生产企业都只能在争取有限的订单。
4.2 高额利润使得不断有不锈钢生产的后来者参与市场份额的瓜分和搅局
从表1中可以看出,301L不锈钢的合金成本相比普通304来说,合金成本更低,然而301L无论在什么时期,其产品售价均达到304的三倍左右,主要是生产技术要求高,能提供的差不多都是技术水平高,产品性能稳定的企业,并且这些企业都能够获得稳定的订单。其中不少不锈钢车辆制造企业与不锈钢冷轧厂建立了紧密的战略联盟关系,有的车辆企业和不锈钢冷轧厂甚至同属于一家公司旗下(如韩国韩进重工业车辆业务和韩国BNG冷轧厂同属于现代起亚汽车集团)。
5 不锈钢轨道客车未来发展趋势对不锈钢材料的要求
5.1 全不锈钢车体开始使用除SUS301L以外的其他不锈钢牌号作为替代品
自从1978年日本开发出SUS301L后,世界各国的不锈钢车辆生产商不约而同地采用该钢种作为不锈钢车体结构专用钢种,近30年来很少有所改变。但由于近年来随着镍价的大幅波动,造成含镍较高的SUS301L价格也剧烈波动,使得不锈钢车辆制造企业也开始研发制造非SUS301L不锈钢车,如采用DIN 1.4003和AISI201等材料,并使用2205双相不锈钢制作车体的底架,打破了SUS301L统治不锈钢车辆材料的单一局面,但与此对应的是不同的不锈钢材料在同一车体上的运用,会增加车体解体时不锈钢回收的分拣困难。
5.2 车体轻量化的持续发展推动激光焊接第四代不锈钢双壳车体诞生
中国最近使用的不锈钢车辆是由第二代向第三代的过渡型,新型车辆是平外板化的,数量在不断增加,且其耐蚀性优良,并可发挥点焊优点,在多品种、小批量生产中逐渐标准化,并正努力向机械化和机器人化的工业产品化方向发展。
日本不锈钢车辆以工业产品化为目标,努力减少制造工时的不锈钢双层板车体结构的开发工作在JR东日本、新日本制铁、东急车辆等公司中进行。以往的车体结构是将骨架和外板点焊组装,而新开发车体方法则是在两块不锈钢板之间嵌装加强材料以组合成双层板车体结构,同以往的方式相比,双层板的零件数量减少、制造工时减少。图7为不锈钢双层板制造的车体结构,日本第四代不锈钢车体已经实现和铝合金车体同样重量的目标[1]。

焊接工艺的飞速发展,使得传统用于铝合金的焊接新工艺(FSW和LAFSW)也在不锈钢焊接上得到突破,将导致不锈钢使用技术的重大变革。2005年日本东急车辆制造公司与日本大阪大学藤井英俊副教授研究小组成功进行了厚度1.5mm级别不锈钢薄板的摩擦搅拌焊接(FSW),焊缝强度超过母材的强度,突破了以往不锈钢的FSW焊接只能在板材厚度为5~6mm中进行的局限。2007年2月,东急车辆制造公司再次与日本大阪大学野城清教授联合开发出不锈钢薄板FSW焊接速度1m/min的世界纪录,是原来速度的2.4倍,焊缝焊接强度达到母材的1.3倍,使得不锈钢薄板的FSW焊接技术接近商品化阶段。
6 结语
近20多年来,中国的轨道交通发展呈现出爆发式的增长,不锈钢车和铝合金车迅速成为轨道交通车辆的主流,而轨道交通车辆专用不锈钢SUS301L顺势得到应用,但面临着其他材料特别是铝合金的竞争,以及不锈钢下游加工、焊接工艺的挑战,轻量化不锈钢车体在中国经历了一个“从无到有,由弱变强”的发展过程,已经在北京、沈阳、西安、成都等地广泛应用于地铁线路运营,并出口到香港、泰国、印度、巴西等国,从而带动了国内不锈钢厂商研发不锈钢车辆用结构材和面板。在科学技术的巨大推动下,不锈钢行业将伴随着中国轨道交通的大发展,有着广阔的应用前景。
资料来源:中国报告网整理,转载请注明出处(ww)。
更多好文每日分享,欢迎关注公众号

【版权提示】观研报告网倡导尊重与保护知识产权。未经许可,任何人不得复制、转载、或以其他方式使用本网站的内容。如发现本站文章存在版权问题,烦请提供版权疑问、身份证明、版权证明、联系方式等发邮件至kf@chinabaogao.com,我们将及时沟通与处理。