进入21世纪后,世界各国对环境保护的力度进一步加大,欧盟更是在相继推出《关于在电子电气设备中限制使用某些有害物质指令》《关于报废电子电气设备指令》和《关于化学品注册、评估、授权与限制制度》等新绿色法规之后,又颁布了《用能产品生态设计框架指令》(energy-using products eco-logical design framework instruction,简称EuP)。EuP要求所有使用电能、固体燃料、液体燃料和气体燃料的用能产品以节能为中心,并对产品生命周期全过程进行生态设计,从而再次提高了产品进入欧盟的准入门槛。
产品的生态设计涉及包装的生态设计,包装生态设计的核心是使用生态包装材料。特别是在全球呼唤食品药品安全的背景下,迫切需要发展用于食品药品等包装的生态包装材料。因此,发展生态包装材料已成为当前世界包装业,尤其是包装材料业,研究、开发和生产的一大热点,新成果不断涌现。
一、生态包装的基本特征
生态包装和绿色包装都属理想包装。自20世纪80年代兴起的绿色包装历经了“包装废弃物回收处理说”(20世纪80年代中期),“3R1D(reduce,减量化;reuse,重复使用;recycle,循环再生;degradation,可降解)说”(20世纪90年代初)等阶段后,发展至20世纪90年代中期的“生命周期评价说”,即从包装产品的生命周期全过程而不仅是废弃后去评价包装的环境性能,从而进入绿色包装发展的高级阶段,也被称为生态包装47-48。
由于生态包装的目标是使包装发展与环境保护相协调,以保证包装的可持续发展,故又被称为可持续包装。“可持续发展”包含经济、生态和社会3个方面的可持续发展,而以生态可持续发展为核心,即在保护自然资源和不超越生态环境系统更新能力的前提下,以提高人类生活质量为目标,获得经济的最大发展。总之,生态包装是在整个生命周期中重视保护环境,资源循环利用率最高、污染物排放量最少,不破坏生态,可持续发展的包装,它有如下3个特征:
1)从生命周期全过程评价包装的环境性能。“包装废弃物回收处理说”和“3R1D说”对包装的资源环境性能评价主要是在包装被废弃后,这样的评价往往会有失偏颇。科学的评价应从包装废弃前的生命周期全过程去考察和评价包装的资源环境性能,只有在生命周期全过程中资源消耗少、对环境排放“三废”少的包装产品,才能真正做到和生态环境相容,实现生态和经济双重效益,获得可持续发展。
2)提高以节能为中心的资源利用率。当前世界能源日益短缺、资源日益匮乏所形成的能源资源危机严重威胁着全球经济的发展,迫切要求提高能源资源利用率;同时,过度消耗能源和资源也是造成全球环境恶化的根本原因。温室效应、气候变化以及雾霾的出现主要是因消耗不可再生能源所产生的排放而造成的,故通过采取包装减量化、回收再利用、提高产品能效、可拆卸设计、可回收性设计、杜绝过度包装等措施,减少能源资源的消耗,对实现可持续的生态包装十分重要。
3)采用不破坏生态的原材料。生态包装强调采用资源丰富的原生态材料,对有可能破坏大自然生态的原材料,则要或采一补一,或使用代用材料,或最大限度减少用量;对可能污染生态环境或危害人体健康的原材料,则必须严格限制其有害成份的含量,或用安全的材料替代受限制或可疑的材料。为最大化保护生态,要尽量选用易重复使用、易回收再生的包装材料;包装材料尽可能单一化,最大限度减少所用材料的种类,避免使用稀缺材料;在选用复合材料或有镀层材料时,保证其易于分离。
二、生态包装材料的发展趋势
1、包装材料无毒化
包装材料(包括包装辅助材料)中的有毒成分会向食品迁移而直接损害人体健康,其中尤以塑料包装中的氯乙烯单体、苯乙烯单体,二乙基羟胺(N,N-diethyl hydroxyl amine,DEHA)增塑剂、酞酸醋类增塑剂,纸包装中的双酚A、氯漂白剂中的多氯联苯,陶瓷包装中的着色剂或涂料中含有的重金属离子,有机溶剂型油墨及黏合剂中着色剂含有的重金属离子,挥发性有机物中含有的苯、酮等有毒物质,这些有毒物质在一定温度、一定时间条件下易向食品发生迁移。因此,对包装材料、包装辅助材料中有毒物质的含量、总迁移极限和特定迁移极限必须予以严格限制。同时,还要加大对无毒代用材料的研发力度。近年来,在这方面取得了若干成果:
1)用环保无苯型增塑剂取代含苯的DEHA等增塑剂。增塑剂用于增加塑料柔顺性。目前,由于含苯的邻苯二甲酸酯类化合物增塑性能较好,价格便宜,在增塑剂的用量中占80%左右,其中邻苯二甲酸(2-乙基己基酯)(di-(2-ethylhexyl)phthalate,DEHP)是最主要的品种。DEHP等增塑剂难溶于水,却具有脂溶性和醇溶性,易在含油食品和酒类中发生迁移,是较易发生迁移的有害化合物,长期食用后可引起生殖系统异常,并有导致畸胎、癌症的危险。为保证增塑剂的安全性,我国山东省近年已引进国内专利,批量生产出新型环保无苯型增塑剂(柠檬酸酯类增塑剂)。该增塑剂以植物提取物为主要原料,采用先进的加工、分离、提纯工艺,生产出的产品相容性高,绝缘性好,耐迁移,耐挥发,无毒无害,增塑效率高。该产品己通过国际权威检测认证机构及国内权威检测机构的毒理学检测,证明该新型环保无苯型增塑剂完全不含苯类及环状结构体、重金属等有毒有害成分,符合欧盟市场要求。
2)无苯无酮环保型油墨。我国目前使用的油墨大多数是含苯、酮的有机溶剂型油墨。苯系物被世界卫生组织定为强致癌物质,酮系物饱和蒸气被吸入后对皮肤、眼有刺激和麻醉作用;颜料中的重金属则会引起人体免疫功能弱化,故美国在2000年要求用无苯无酮的环保型油墨取代有机溶剂型油墨。无苯无酮环保型油墨以水为溶剂(水基油墨),或以毒性排序最小的乙醇为溶剂(醇性油墨),或无溶剂(在一定波长紫外光照射下能光固化)的UV油墨。目前,上述环保型油墨我国均已能生产,但品种还比较少,附着力较差,光泽及色彩艳丽度不理想,且价格偏高,急需进一步提高品质。
3)环保型黏合剂和涂料。黏合剂和涂料所常用的调配溶剂是易挥发或可溶的甲醛、汽油、甲苯、甲醇等挥发性有机化合物(volatile organic compounds,VOC),这类有机溶剂在生产制造中干燥时,或在使用过程中,或废弃后处置时,均会挥发出有毒的碳氢化合物气体而污染环境,危害人体健康。环保型黏合剂有淀粉黏合剂(糊精,用于纸板、瓦楞纸板黏结)、水溶剂型黏合剂(用水作胶料溶质的分散剂,常用于塑料薄膜、织物等的黏结)。近年,又研发出了无溶剂的热熔胶复合工艺,热熔胶主要有乙烯-乙酸乙烯共聚物(ethylene vinylacetate copolymer adhesive,EVA)胶黏剂,不使用有机溶剂和水,加热后熔融成液态,再经涂布、压合,冷却固化,实现黏结,它是一种不产生“三废”的清洁生产工艺。我国上海等地已成功开发出无溶剂复合黏合剂(热熔胶)及无溶剂复合生产线。
取代油剂溶剂涂料的绿色环保涂料有预涂涂料、水性涂料、粘贴涂料和粉末涂料。预涂涂料把产品从最后的成品涂装转向原材料涂装。水性涂料又称自泳涂料,以水做分散剂,有利于环保,属于清洁工艺。粘贴涂料是一种涂有彩色涂料和黏结剂的高分子薄膜,使用时可以方便地粘贴在桶外表面。粉末涂料能实现无溶剂的干法涂装生产,从根本上消除有机溶剂的飞散,喷过的粉末还可回收再用。
4)新型无毒聚丙烯塑料发泡材料。聚丙烯塑料发泡材料(expanded polyproplene,EPP)具有无毒、无味等优点。近年来,北京、重庆等地解决了其不能发泡的难题,使用立式水环热切造粒机和二氯甲烷发泡剂,生产出发泡倍率达到40以上的聚丙烯(polypropylene,PP)发泡颗粒,与同性能的聚丙烯片材相比,节省了20%的原料,同时降低了环境负载。将EPP加热到130℃也不会产生有毒物质,可用于食品包装和旅行饭盒。EPP具有优异的缓冲、抗压、抗震、吸震、隔热和可模具成型等性能,且可回收再利用和自然降解,环保性能好,故广泛应用于汽车工业中,成为增长最快的缓冲减震材料。但是,由于其成本较高,目前还难应用于一般中小机电产品的缓冲包装。
5)用安全的材料替代受限制或可疑的材料。为严格控制包装材料中的易迁移物质,欧盟94/62/EC《关于包装和包装废弃物处理的欧洲议会和理事会指令》规定,所有包装材料中铅、镉、汞和六价铬的总量最大允许极限为100mg/kg;在干燥物质中,其它金属元素的最大允许量:Zn为150mg/kg,Cr为50mg/kg,Cu为50mg/kg,Mo为1mg/kg,Ni为25mg/kg,Se为0.75mg/kg,Cd为0.5mg/kg,As为5mg/kg,Pb为50mg/kg,Hg为0.5mg/kg;聚氯乙烯(poly(vinyl chloride),PVC)中氯乙烯的最大单体允许量为0.701mg/kg。欧盟2002/72/EC《与食品接触的包装材料安全限量法规》中,还有诸如包装材料或容器向食品或食品模拟物中总迁移的极限要求不超过60mg/kg(对容器可换算为10mg/dm2),对于塑料中有毒性怀疑和缺乏数据的物质的特定迁移限制为0.05mg/kg等规定。
为保证食品安全,欧盟94/62/EC《关于包装和包装废弃物处理的欧洲议会和理事会指令》要求:因PVC在120℃高温下易释放残留的氯乙烯单体,迁移到食品中会损害人体肝脏及脾脏,故可用安全、低风险的聚对苯二甲酸乙二酯(poly(ethylene terephthalate),PET)取代PVC;因聚苯乙烯(polystyrene,PS)中残留的苯乙烯单体在常温或加热状态下容易产生异味,故可用安全、低风险的PP替代;氯漂白的包装用纸在漂白过程中易产生具极毒的多氯联苯,污染水源,故需用氧化法(臭氧漂白等)制造的漂白浆取代氯漂白。
2、包装材料回收利用化
对使用后的包装材料废弃物资源回收再利用不仅可以节约资源,而且可以节约能源,使之具有较好的能耗比。如,回收废纸制浆较木材制浆能够节约60%以上的能源和水资源,回收废弃塑料制成新包装容器较用新树酯可节约85%~96%的能源,回收铝两片罐制成新容器较开采铝钒土矿、炼铝后制成新容器可节约95%的能源,回收废旧铁桶和废旧玻璃生产新容器也比采掘铁矿石和石英砂、制成新容器能够节约50%~75%的能源208,因而包装废弃物资源回收再利用和包装材料减量化构成了包装可持续发展的基础。
包装材料回收再利用的方式有:回收循环再生、重复再利用、能源再利用、堆肥再利用4种方式,其中,以回收循环再生最受关注。研发循环再生技术,建立回收利用网络和国家立法成为影响回收利用效率的关键。我国在这方面取得了以下成果:
1)采用可多次重复使用的物流包装容器。2005年,中国移动将移动通信设备由原来的木箱包装改成可拼装的钢铁集装周转架包装,这种可多次重复使用的包装每年可减少木材消耗5.7×104m3,相当于每年少砍伐森林670hm2;同时,每年还减少运输燃油消耗1.37×106L,节约电能(3.93×106)°,折合减少二氧化碳排放1.2×105t,取得了突出的生态、环境和经济效益。
欧盟委员会认为钢铁包装能最大限度地多次反复利用自然资源,从而降低二氧化碳排放量,故将其列入可持续消费和生产行动计划。美国最大的活塞式发动机制造商普惠公司极为重视可多次重复使用和高效的物流包装,认为这是可持续包装的发展方向,并认为包装行业可持续发展应朝着高效产品、高效包装、高效运输效率和高效解决方案等4个主要方面全方位地发展。可多次重复使用的包装容器在饮料行业中应用最多,经典的范例有:瑞典和德国采用高端的清洗和灭菌技术,使PET瓶和碳酸酯瓶分别可重复使用20次和100次以上209。
2)废弃PET瓶采用化学回收再生方式成为食品级的树脂颗粒原料。包装上使用的塑料除少量的刚性容器外,均是可回收再生的热塑性塑料。再生的方式有:材料直接再生、材料改性再生、材料能源再生和化学回收再生。其中,化学回收再生方式是通过对废弃塑料进行热分解还原反应,将其化学成分分解还原出来。再生获得的原料与新原料不分上下,真正形成了资源化,是一种理想的回收再生技术。但是,该方式的投资大,设备昂贵,技术要求高。PET因具有良好的物理化学性能,被广泛用于饮料和食品包装,故采用化学回收再生技术对废弃PET进行循环再利用受到工业发达国家的重视。PET化学回收再生的原理是采用水解(水)、醇解(甲醇)、糖解(二甘醇)等复合降解法将废PET降解还原成纯化单体或低聚物,再经纯化后与乙二醇(ethylene glycol,EG)共聚生成PET。我国北京盈创再生资源公司引进世界先进的化学回收再生技术,将废PET瓶加工成食品级的树脂颗粒原料,取得了突出的成绩,成为国家级的循环经济示范企业。
3)废纸浆立体造型制造纸浆模塑制品。以瓦楞纸板、蜂窝纸板为代表的纸包装在各类包装中用量最大,又易回收循环再利用,有关法规还规定纸厂使用木浆原材料必须种植速生林或通过植树进行补偿,故纸包装在现有各类包装中被认为是最具现实发展前景的生态包装。纸包装回收再利用的方式有二:一是通过机械制浆法或化学制浆法再造新纸;二是通过立体造型,制出纸浆模塑制品。
纸浆模塑以废纸板、废纸等植物纤维为主要原料,加入松香胶、石蜡乳胶或松香-石蜡乳胶等湿强剂进行打浆,然后浇注到金属网状模型中通过真空方法成型、压实,再经烘干机干燥,热压整形机校形(所需设备如图1所示),可得到具有几何空腔结构的纸浆模塑制品。由于纸浆模塑原材料来源广泛,质轻,成本低,具有一定的强度和刚度,具备一定的抗压及缓冲能力,同时它还可模塑成与产品轮廓一样的形状,集定位和缓冲于一身,并有着良好的透气性和吸潮性,易回收复用,环保性能好,因而是一种典型的生态包装材料。
图表:纸浆模塑各工序设备
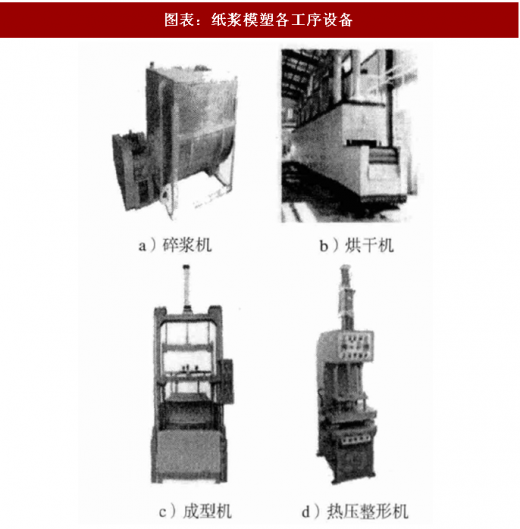
图表来源:公开资料整理
Fig.1Equipmentsofpulpmoldingprocess纸浆模塑最初应用于蛋托、果托,目前已转向作为工业品缓冲材料。当纸模壁厚在2~5mm时,用于手提电脑、医疗器械、通讯器材、五金仪表、电子产品等工业品缓冲包装。若将壁厚增大,即可用于缓冲承重37kg的汽油发动机;随着壁厚的增加(国外现已达20mm),甚至可用于制造缓冲承重1t的纸浆模塑托盘。
图表:纸浆模塑缓冲包装
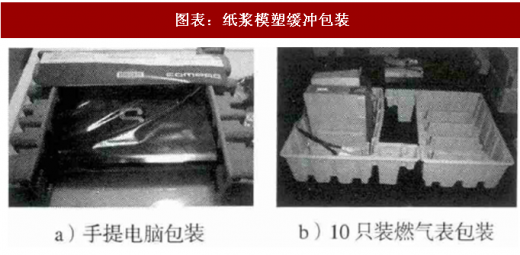
图表来源:公开资料整理
纸浆模塑制品由于原材料的强度低而显得较为脆弱,故需利用纸浆模塑的几何结构(以凸台为主体,包括加强筋、圆角、拔模斜度、边沿等结构)来提高制品的承载缓冲性能,这种缓冲属于结构缓冲。纸浆模塑制品受载时,几何结构能多处相继发生弹塑性变形,从而延长载荷作用时间,吸收冲击能量,达到实现缓冲的目的。纸浆模塑缓冲制品的几何结构设计通常采用经验法,再以经验法设计的几何结构作为实体模型,然后用有限元法进行优化,即模拟载荷作用下的应力分布和变形,凡是应力小的地方可减少凸台数,而应力大的地方增加凸台数,使结构上各部分的应力趋向均匀,从而得到承载及缓冲性能最佳的几何结构。
3、包装材料减量化
减量化能从设计源头节约资源能源,同时又能减少对环境的“三废”排放,故是发展绿色包装和生态包装的首选举措。在包装设计中,减量化原则是通过围绕保护、方便、促销三大功能,选用轻量化、薄壁化材料,简化结构,严禁过度包装(包括强度过度和装饰过度)来贯彻与实现的。
1)玻璃瓶轻量化。轻量化是指在保证实现包装功能所需各项机械力学性能的前提下,减轻包装材料的质量。玻璃瓶轻量化可减少材料用量及运输成本,是提高其在包装市场上竞争力的关键。玻璃瓶轻量化可通过调整配方及采用轻量化结构和瓶形的优化设计,同时实行理化强化工艺和表面涂层强化处理等综合措施来实现,它可使玻璃瓶从平均壁厚3.5mm减薄为2.0~2.5mm,从而实现轻量化。
用纳米涂层的PET瓶盛装啤酒,既能减轻质量,又能提高阻隔性,还能保持啤酒本身的香味,属于玻璃啤酒瓶的取代型轻量化技术,该技术在德国和美国已有应用。
2)纸板和塑料轻量化。瓦楞纸板可通过适当降低2层面纸的克重,增加芯纸克重,达到降低瓦楞纸板单位面积的质量和提高纸板强度的目的。目前,这种高强度低克重的瓦楞纸板已普遍应用于家电包装。为节约材料和减少塑料包装废弃物总量,各发达国家积极开发轻量优质塑料,推行包装材料薄膜化。日本研制出了超韧、超薄PET薄膜,其厚度为0.5μm,用于精密电子元件的包装;芬兰开发出一种OPA/PE(铝箔/聚乙烯)复合薄膜,厚度减少了1/3,而其他性能不受影响。我国江苏也开发出仅0.7~0.8μm的超薄型塑料软薄膜,为软包装减量化开辟了新途径。
3)金属容器薄壁化。薄壁化是指在保证实现包装功能所需各项机械力学性能的前提下,通过减少壁厚,减少包装材料用量。我国北京奥瑞金制罐有限公司通过改进制罐工艺,将三片番茄罐罐身的马口铁薄板厚度从0.20mm减少为0.15mm,将番茄罐上下底盖的马口铁薄板厚度从0.18mm减少为0.16mm,生产1亿个罐就能节约412t马口铁薄板,在获得生态效益的同时,获得了显著的经济效益。
4)改进容器结构实现轻量化。自从美国于1969年率先推出铝饮料罐以来,轻量化始终是制罐企业的追求目标。铝罐制造商通过5次缩小二片罐罐盖直径,使其单位面积的质量与原来相比减轻了15%;通过改进罐体,使12盎司铝罐罐体的单位面积质量减轻了40%。百事可乐北美公司通过改进非碳酸饮料的500mL装PET瓶的结构,将冰红茶瓶和果汁饮料瓶的单位面积质量从23.5g削减到18.6g,减轻了20%。雀巢公司采用更薄的塑料制作瓶装饮用水瓶身,为保证圆柱体瓶身的强度,对瓶身中部采用了弓形设计,瓶子底部采用凹凸结构,并增加了瓶身上横向的“肋骨”,其纵向的凹槽一直通向瓶底,以对瓶身起到支撑作用,从而增加了瓶身的坚固性。改进瓶身后的新瓶比旧款轻了15%,质量从14.5g下降到12.4g,每年可节省1450kg聚酯原料。
4、包装材料原生态化
原生态指一切在自然状况下生存下来的东西,其特征是天然、自然和原始。生态包装材料原生态化即强调不破坏生态,尽量采用直接来自于大自然、资源丰富、使用成本低、对人体和环境无毒无害、最适宜生物生存发展状态的材料作为包装材料。从20世纪90年代以来,国内外在这方面开展了一系列探索和研究,取得了可喜的成果。
1)竹胶板。我国森林蕴藏量少,在世界上排名仅列120位。为了保护作为大自然陆地生态系统主体的森林,我国很早就确定了节木代木方针。特别是包装行业,必须大力发展代木包装,包括:采用瓦楞纸箱、蜂窝纸箱等以纸代木,用塑料周转箱、塑料托盘等以塑代木,用钢集装架、钢集装箱等以金代木,用竹胶板箱等以竹代木等。其中,以竹代木最具发展潜力。我国竹林资源丰富,蕴藏量占世界首位,竹林易培植,3~5a即可砍伐,再生速度快,因此,利用竹材代替木材以发展我国包装业大有前途。竹胶板以毛竹作为主要材料,采用辗平刨削设备,先制备带沟槽的等厚竹片,再以等厚竹片作为构成单元,在高温高压下经胶合、辗平制成竹胶板。竹胶板在包装上可用作大型机电产品外包装箱的面板。我国四川以竹胶板包装箱包装重型机床远赴德国,由于其强度较高,环保性能较好,受到德商的青睐。
2)植物纤维发泡缓冲衬垫。植物纤维发泡缓冲衬垫的生产,首先以干法粉碎的稻杆、麦杆和玉米淀粉为主料,加入适量的填充剂、改性剂(增塑剂、相容剂、表面活性剂等)、黏合剂、防潮剂和脱模剂,进行充分的搅拌混合,其中:加入改性剂的目的是增加植物纤维材料的弹性和韧性,加入防潮剂的目的是增加抗潮湿性,加入脱模剂的目的则是便于从热压后的模具中取出成形件;然后将搅拌混合的植物纤维材料放入热压机的下模具内,以水蒸气发泡,控制好压力、温度、时间3个参数,通过热压机的曲柄滑块机构,上下模具在高温高压瞬时作用下合模,即可对植物纤维混合料热压成形。成形后的植物纤维发泡缓冲衬垫具有良好的强度、弹韧性能、防潮性能和生物降解性能,以此作为压力克双面盆洁具运输包装的缓冲衬垫已远渡大洋发往美国,其抗压强度、缓冲性能、防潮性能受到美商的肯定和赞扬。
图表:植物纤维发泡缓冲衬垫
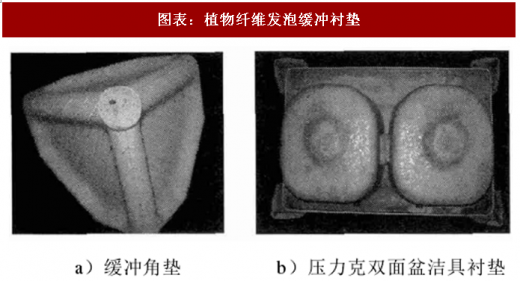
图表来源:公开资料整理
3)天然高分子薄膜。天然高分子指非人工合成的动植物高分子。生物的物质基础是各种高分子化合物与一些小分子的组合,生命现象是他们相互间的物理、化学现象。在远古时期,人们就开始利用天然高分子原材料作为生活用具与生产资料。从19世纪开始,有人将天然高分子原料经过化学反应制成最早的塑料和化学纤维。近代才以石油、天然气(含碳的有机材料)为原材料,提取其分离物如乙烯、丙烯等气体,再经聚合成为聚乙烯、聚丙烯等塑料。现在,因为石油资源稀缺宝贵,所以用淀粉、纤维素、蟹壳等天然高分子材料经改性、塑化成为塑料薄膜又成为热门话题。目前,天然高分子薄膜在强度、使用性能及成本等方面虽不及塑料薄膜,但因其具有可降解性及食用性,故在食品包装上仍有着很好的发展前景。
美国将从白松等材料中提取的天然纤维素经改性处理和塑化后制成了食品包装薄膜,其最大的优点是对生物体无毒性,具有良好的生物相容性,可用于食品、医药等领域,其抗水性能和强度均较好,可生物降解。最近还用草莓经粉碎、改性、塑化后制成食品薄膜,该薄膜能阻隔氧气的渗透,具有较好的保鲜效果,还可自然分解,可取代聚乙烯作为食品包装材料。今后还拟开发胡萝卜、花椰菜作食品包装材料115。目前,天然高分子可食性包装薄膜存在的较大问题是其抗拉强度和延伸率不够理想,今后需进一步加强这方面的研究。壳聚糖可食性包装膜采用贝类提取物——壳聚糖为主要原料,将其与月桂酸结合在一起,生成均匀的可食薄膜,可应用于糖果、果脯、蛋糕、月饼的保鲜;用该包装膜包装去皮的水果和水果片,也有很好的保鲜作用。
利用玉米等天然高分子原料制作共混型(合成高分子/天然高分子)完全生物降解塑料(如聚乳酸),是可降解塑料的重要发展趋势,也是今后天然高分子包装材料的重要发展趋势。
5、包装材料可降解化
塑料包装材料是化学性能稳定的人工高分子化合物,不能自行降解,200a不腐烂,易对环境造成“白色”污染。塑料包装材料废弃后能自行降解,在下述情况下对保护环境具有重要意义:一是包装材料(容器)须随产品一起进入水中、土中或其它某些不便打开包装的场合;二是某些包装废弃物由于其收集、分类、运输成本高于回收利用(资源或能源)成本,而不具有商业化回收利用价值的,如常见的食品塑料袋等;欧盟94/62/EC《关于包装和包装废弃物处理的欧洲议会和理事会指令》也将如发泡聚苯乙烯(expanded polystyrene,EPS)等发泡塑料缓冲垫列入不能商业化回收利用的产品,故其已逐渐退出欧盟市场。
近年,可降解塑料除在包装上应用广泛外,在医药和垃圾处理等领域的需求也越来越大。因此,美国、德国、意大利、日本等多家石油化工公司均加大了对降解塑料,特别是完全生物降解塑料的研发力度,取得了重要进展。我国也将最环保的完全生物降解塑料确定为优先发展项目,并取得了一系列成果。
由于可降解塑料需要同时满足使用时具有足够的强度,在废弃后又能在生物、光、水作用下迅速降解这一对矛盾的要求,故开发难度较大。目前,已研发的降解塑料随降解原理和使用降解剂的不同可分为完全生物降解塑料、不完全生物降解塑料、光降解塑料、光/生物降解塑料、水降解塑料等类型。其中,不完全生物降解塑料因崩裂成碎片后对土壤、大气环境仍有一定污染;光降解塑料、光/生物降解塑料也因对光敏剂是否在降解过程中可能产生有毒成份尚有争议,从而限制了其在食品包装材料中的使用。今后需大力发展的是完全生物降解塑料以及水降解塑料。完全生物降解塑料最终能完全分解为CO2和H2O,通过植物的光合作用进行再循环,不会对环境造成任何污染,对生态环境最为有利,被认为是最具发展前景的可降解塑料。最新的研究成果将完全生物降解塑料分为以下3类:
1)微生物合成的脂肪聚酯完全生物降解塑料。这是一种通过微生物发酵、聚合而成的、能够生物降解的脂肪类聚酯可降解塑料。如聚羟基丁酸酯(polyhydroxy butyrate,PHB)、羟基丁酸和羟基戊酸共聚酯(polyhydroxy butyrate-hydroxy valerate,PHBV),因其强度较差,故目前在包装上使用不多。
2)人工合成的完全生物降解塑料。其代表产品是聚乳酸(polylacticacid,PLA)。聚乳酸用玉米做原料,经发酵而成乳酸,乳酸再聚合成聚乳酸。美国近年已建成年产14万t以淀粉为原料的聚乳酸装置,已经成批量生产,成本下降后可与包装产品的主流原料PET,PP的价格相媲美,使之具有良好的包装实用价值。
3)天然高分子与合成高分子共混的完全生物降解塑料。如淀粉/聚乙烯醇、淀粉/脂肪族聚酯等,淀粉/聚乙烯醇(共混型)具有水和生物的双降解特性。2005年美国化学家发明一种塑料改性工艺,将书本封面上不降解的聚酯酸乙烯覆膜改性为能溶于水的聚乙烯醇/淀粉共混型塑料,提高了由原不降解塑料覆膜的书本在制浆时的回收利用率,从而使美国的纸回收利用率由50%提高到60%,获得了2006年美国总统化学奖。北京2008年奥运会也采用了澳大利亚的淀粉/聚乙烯醇共混型可堆肥完全生物降解塑料袋作为奥运村内垃圾废物袋,盛装垃圾后可直接送堆肥场进行堆肥。
由于人工合成和共混型的完全生物降解塑料能节约宝贵的石油资源,因此,它将是今后完全生物降解塑料的主要发展方向。除完全生物降解塑料外,水降解塑料(水溶性包装薄膜)具有特定用途,因而也具有发展前景。
水溶性包装薄膜的主要原料是低醇解度的聚乙烯醇,它利用聚乙烯醇的成膜性、水溶性及降解性,并添加各种助剂,如表面活性剂、增塑剂、防黏剂等后制成。水溶性塑料在欧美、日本等国被广泛用于农药、化肥、颜料、染料、清洁剂、水处理剂、矿物添加剂、洗涤剂、混凝土添加剂、摄影用化学试剂及园艺护理化学试剂等产品的包装。水溶性包装薄膜的降解机理是其中的聚乙烯醇具有水和生物两种降解特性,聚乙烯醇首先溶于水形成胶液渗入土壤中,然后再由水解酶切断土中被氧化的聚乙烯醇主链,进一步降解,最终可降解为CO2和H2O。
6、包装材料纳米化
参考观研天下发布《2018年中国包装设备行业分析报告-市场运营态势与发展趋势预测》
当物质被粉碎到纳米级(1nm=10-9m)后,物质的许多性能都发生了变化。将纳米的这种特性应用在包装材料上,即用晶粒尺寸1~100nm的单晶体或多晶体的纳米粒子与包装材料PE,PP,PVC等原料颗粒复合(方式有纳米合成、纳米添加、纳米改性等),就可使包装材料获得某种特性,如抗菌杀毒、低透湿率、低透氧率、吸收紫外线、阻隔二氧化碳、机械性能等,从而成为具有某种功能性的食品包装材料、金属包装材料。
1)纳米抗菌材料。将经过活化处理的纳米级ZnO通过融熔共混法添加到低密度聚乙烯中,然后使用单螺杆挤出机及吹膜机将所得材料吹塑成薄膜,制得抗菌型纳米包装材料;该纳米包装材料在室温、自然光条件下对大肠杆菌、枯草芽孢杆菌、金黄色葡萄球菌、鼠伤寒沙门氏菌有明显的抗菌作用,其中,对枯草芽孢杆菌的抗菌作用最强。将纳米银和纳米氧化锌粒子添加在低密度聚乙烯中,吹塑制得纳米包装薄膜袋,用该薄膜袋盛装新鲜橙汁,并贮藏在4℃温度条件下,其货架期可延长至28d。将纳米TiO2添加在壳聚糖颗粒中制得纳米复合材料,在可见光照射下对大肠杆菌、金黄色葡萄球菌和黑曲霉菌具有明显的抑制作用,对3种细菌的杀菌率在12h后分别可达99.9%,99.9%,97.4%。
2)纳米保鲜材料。用含有纳米Ag和纳米TiO2的保鲜膜贮藏青椒,因纳米包装材料集抑菌、气调和抑制后熟特性于一体,使得青椒的保鲜期可达到3个月以上。将Ag2O纳米颗粒添加在聚乙烯颗粒中,吹制得PE/Ag2O纳米保鲜袋,它较PE保鲜袋能更好地保持红富士苹果的品质。
3)纳米阻隔材料。纳米包装材料中仅需很少量的纳米粒子就能很好地改变包装材料对水蒸气、O2、CO2等气体的阻隔性能,及其柔韧性能和抗拉伸性能等。美国一公司在啤酒和碳酸饮料包装中使用了甲基环戊二烯三羰基锰(methylcyclopentadienyl manganese tricarbonyl,MMT)复合聚合物纳米包装材料,很好地阻隔了啤酒和饮料中的气体外溢和外界空气中氧气的进入,从而延长了啤酒和饮料的保质期。将PET和纳米粒子做成纳米复合材料,能阻隔碳酸饮料中CO2的逸出,并阻隔外界空气中的O2进入,从而保持了饮料和果汁的风味。
4)其它纳米材料。在金属材料中加入纳米微粒,可使金属在制罐时的韧性、延展性大大提高。在涂料或油墨中加入纳米微粒,则可利用温度、光线鉴别产品真伪,成为一种新型的纳米色彩防伪技术;将纳米氧化物粒子Fe2O3,TiO2加入涂料,则可使涂料具有较好的导电性,起到静电屏蔽的作用。
三、结论与思考
1)应当大力发展包装循环经济模式。在日趋严重的资源、环境、人口三大危机和全球气候变化的影响下,世界各国进一步加大了对资源和环境保护的力度,主要表现在:对产品的环境性能要求进行全生命周期评价,对机电产品要求进行生态设计,对产品包装要求按可持续发展需要设计生态包装。在当前能源和资源短缺而严重威胁全球经济发展的形势下,最需重视的是从产品生命周期全过程提高包装材料的能源资源利用率,最迫切的要求是发展包装材料的回收利用产业。因为大力发展包装循环经济模式是保证包装可持续发展的最基本条件,回收再利用包装废资源能从源头减少对环境的排放,也更有利于发展对保护环境有更高要求的生态包装。
2)必须大力发展包装回收再利用产业。由国家立法,规定“谁生产的包装谁负责回收”,强制厂家回收废资源,并按市场运作机制建立地区的包装回收利用网络。最重要的是针对具体的包装废资源研发回收再生技术,一项成功的回收再生技术会带动一片回收再利用产业。1999年,我国国家经济贸易委员会曾发布命令,禁止生产和使用聚苯乙烯泡沫塑料餐具,其理由同美、日、韩和欧盟一样:一是使用氟氯烃物质发泡破坏臭氧层;二是不降解也不易回收,造成白色污染。经过多年的技术进步,我国和世界上许多国家通过使用二氯甲烷、二氧化碳等非氟氯烃物质发泡,解决了破坏臭氧层的问题。同时,通过不断努力研发新的回收再生技术,解决了废弃泡沫塑料的回收难题。我国不断完善的熔融挤出回收造粒法(采用泡沫塑料冷压机和热压机组,使泡沫塑料减容为原来体积的1/40,极大降低了回收的运输成本;再经分选、粉碎、洗涤、干燥、脱泡;最后用双阶单螺杆挤出机改性挤出造粒)对泡沫塑料的回收率已达到国际先进水平,故国家发改委已于2013年3月允许重新生产和使用聚苯乙烯泡沫塑料餐具。
3)人体健康是生态环境保护的第一要素。生态包装材料(含包装辅助材料)必须保证对人体无毒害,也即对材料中有毒成分的含量、总迁移极限和特定迁移极限必须严格控制在有关法规的标准之内。为此,我国应参照国际先进标准加速对现有标准的修订,尽快完善食品包装材料(含包装辅助材料)的安全性标准;建立对食品包装材料中添加剂、黏合剂、油墨成份含量及迁移值进行检测的国家迁移测试参考实验室及地区实验室;尽快掌握对一些单体、添加剂的痕量检测和超痕量检测技术,在相关标准中对检测方法、检测设备精度作出规定;实施食品包装标签制度。
纳米包装材料虽具有减量化和其它功能性优点,但应用在食品包装上仍需高度重视其纳米粒子的迁移性。目前,纳米包装材料尚未普遍进入食品包装领域,对纳米粒子在食品中的迁移和安全性评价将是下一阶段的研究热点。
4)生态包装材料需从生命周期全过程去评价环境性能。生态包装的3个基本特征和6个方面的发展趋势也必然影响着生命周期全过程中的原材料采掘、包装设计、包装机械、生产工艺、运输流通、回收再利用等方面的技术的发展。这其中,最现实和迫切的问题是要实施生态包装材料生产及做成包装容器过程中的清洁生产技术。在产品生命周期全过程中,生产阶段(包括原材料的采掘生产)是对能源、资源消耗最严重,也是对环境排放“三废”最严重的阶段,这一阶段是否能减少能源资源损耗和对环境的排放对包装材料的“生态性”影响很大。因此,包装材料(容器)的生产企业通过ISO14000认证,针对产品研发清洁生产技术,实施清洁生产显得十分重要。
资料来源:公开资料,观研天下整理,转载请注明出处(ZQ)
更多好文每日分享,欢迎关注公众号

【版权提示】观研报告网倡导尊重与保护知识产权。未经许可,任何人不得复制、转载、或以其他方式使用本网站的内容。如发现本站文章存在版权问题,烦请提供版权疑问、身份证明、版权证明、联系方式等发邮件至kf@chinabaogao.com,我们将及时沟通与处理。







